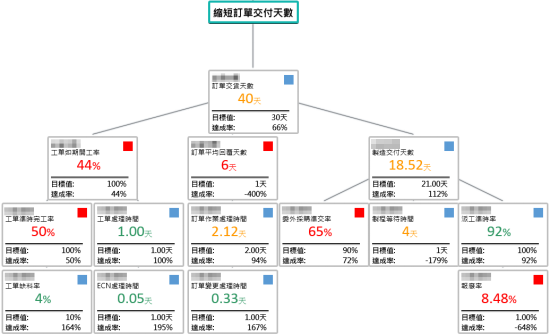
鼎新sMES 強調從入庫、派工、報工、出場及設備狀態全程監控,兼顧生產管理的深度與廣度,但大量資訊仰賴更有效率的分析系統,以提供決策層靈活且即時的數據,如上圖指標樹,該客戶之目標為「縮短訂單交付天數」,關注的是指標中的生產是否及時、生產週期是否合理、生產品質是否穩定等,管理者藉由BI整合ERP與MES中的繁複明細,利用彈性圖表快速洞察問題根源,敏捷應變調整策略。
以下兩個部份是這次BI專案所專注的重點:
一、生產進度
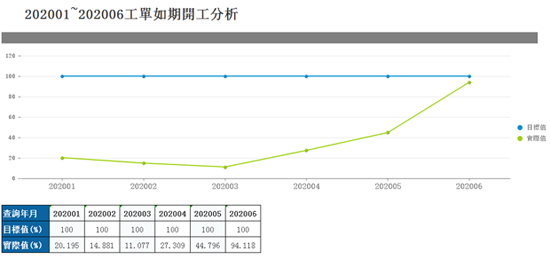
- 準時開工:過往ERP以發料日認定開工,但實際上許多狀況都是事先領料作準備,再依原預定開工時間進行生產,如此會造成開動率的判斷誤差,透過BI整合ERP的預計開工與MES的首站進站時間來判斷,可以更精準掌握工單真正開工生產時間,整張工單生產天數也更加精確。如下圖,客戶2020年如期開工的實際值已陸續達成目標。
- 製程等待時間:MES上有各站的生產狀況與時間紀錄,BI整合MES生產批之工作站紀錄,將各站進站前等待時間轉為管理指標,可進一步分析產品及工作站移轉延遲狀況,統計是哪一站、哪些製程等待得最久?讓管理者了解製程是否順暢、又有哪些可排除的阻礙,同時依訂單或工單追蹤對應之生產進度。
(註)派工準時率:生產單位必須收到生管排程後的派工單才會開始生產,派工準時意謂生產批的派工在預計開工日前派工生產,生產單位若沒有準時開工,可分析生產有何狀況(如故障、缺料或待料),另一可能是生管單位未及時派工,造成現場單位無法如期開工。
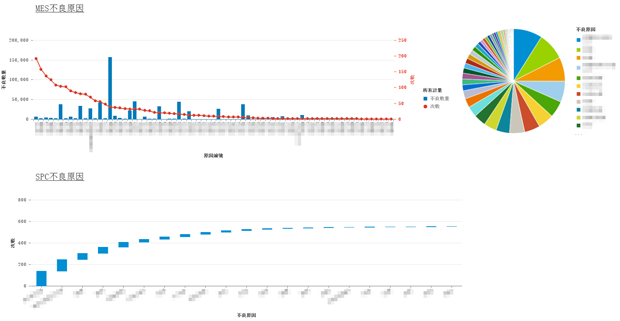
二、品質管理
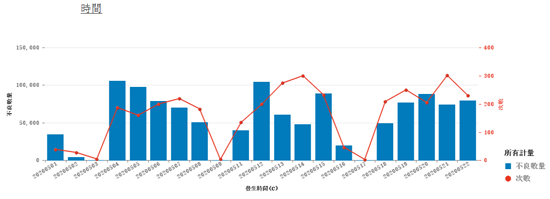
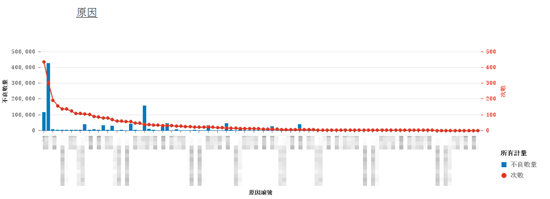
案例客戶首站的良率是影響生產製程天數關鍵,外觀不良佔大宗,故需要分析影響外觀的原因,當站如果有問題當然會重做,但通常製程都是互相牽動影響,以往管理者難以找到確切干擾良率之製程與原因,MES上線後,檢驗紀錄由ERP移轉至MES,檢驗區分為製程檢驗與品管抽測,又再分別記錄於MES與SPC(品管) 兩個系統資料庫,BI可協助彙整兩部分的檢驗資訊、進行整合分析,能快速在外觀不良群組中,找出影響「生產進度」與「產品品質」的關鍵缺口。如下組圖,BI依發生日期、不良原因、發生設備、發生產品、作業站+不良原因分析等,找出不良根源所在。
|